
Provided the general Welding Guidelines are observed and that the necessary precautions are taken to Avoid Distortion, the galvanizing of open sections present few problems, their open nature ensures an efficient run-off of pre-treatment liquids and a smooth flow and equal coating of molten zinc.
However, end-plates, stiffeners and gusset plates can hinder drainage and create pockets where the molten zinc can accumulate, but with efficient design and detailing most of these potential risks can be overcome.
Web Stiffeners in particular can be a particular nuisance so it’s usual practice to provide a ‘Snipe’ at the corners where the stiffener contacts the inside root of the profile. The snipe should be sized so as to contain the root radius of the profile, therefore, the larger the profile, the larger the snipe.
In any case, the snipe should not be less than 20 / 25 mm cut at 45°
Fin-plates, like web stiffeners should be sniped.

Where End-Plates are welded to the beam ends, the bolt-holes will usually provide sufficient access for draining, however, extended end-plates – where the bolt holes fall outside of the profile shape, will likely require additional drain holes to ensure proper drainage. These holes should be as large as possible and placed as close as possible to the corners of the profile.
Alternatively, they may be placed in the web of the beam as close as possible to the top and bottom flanges allowing for the root radius at the corners.

Compound Sections
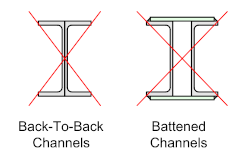 Welded compound sections including back-to-back angles and channels should really be avoided. The Over-Lapping joints created can create acid traps in the finished article making them risky to galvanize.
Welded compound sections including back-to-back angles and channels should really be avoided. The Over-Lapping joints created can create acid traps in the finished article making them risky to galvanize.
If compound back-to-back angles or channels are really required then it's best to galvanize the items separately and bolt them together with or without internal battens.
Alternatively, the profiles may be pulled apart slightly and fastened together using a fitted flange plate - the weld should be prepared to allow for full penetration. It should be noted that a welding procedure should be adopted to avoid Distortion.
Welding channels toe-to-toe will also require a full penetration weld observing the same precautions to avoid distortion. In such cases it would probably be better to use a hollow section.
